How To Improve My Stick Welding
The Complete Guide Of How To Stick Weld Smaw Kings Of Welding
Stick Smaw Welding Tips Techniques Weld Guru

How Welding Works Welding Projects Welding Table Welding Tools

The Ultimate Guide To Smaw Stick Welding Welding Projects Welding Shielded Metal Arc Welding

Five Steps To Improving Your Stick Welding Technique Millerwelds Welding Projects Welding Table Welding

Basic Stick Welding Covering Safety Joint Preparation Rod Selection Arc Welding Machine Set Up And Ba Welding Projects Welding And Fabrication Welding Tips

Based on the app.
How to improve my stick welding. A steady hand makes for a better weld and better lookingWhen taking a 6G test Id always stick my file or wire brush handle in the cupon or somthing. At this stage the only thing you can do is to break off the rod from the metal the tip of the electrode which includes the flux might fall off but you dont need to worry too much about it. A beginning stick welder can produce better welds by paying attention to the five basic elements to establish a good consistent technique.
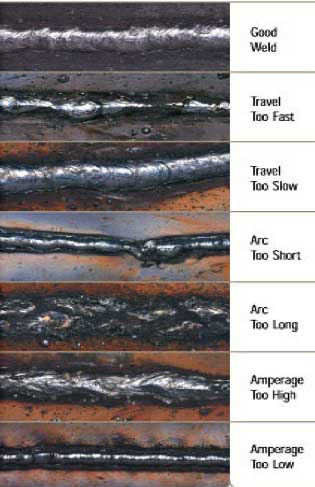
Although stick welding is more forgiving in these kind of situations this will save you from getting into unexpected troubles. I would start around 125 amps and make a test weld. With the correct current set on the welder machine you should get smooth neat welds with little or no splatter.
Current setting length of the arc angle of electrodemanipulation of electrode and speed of travel. Simply think about CLAMS. The DCEP polarity increases the weld bead width by increased globular metal transfer.
When you push you can see where you are going better but the puddle is blocked by the nozzle. If you need to make minute adjustments to the heat of the weld while under the hood during your stick weld the easiest way to achieve this is to pull the welding rod away from the weld puddle to long-arc slightly. Because DCEN concentrates a large proportion of heat in the base plate itself your HAZ area becomes wider.
Horizontal or 2G you point the rod upward between 30 and 45 degrees and drag it toward your direction of travel with a side tilt of 10 to 30 degrees. Vertical up or 3G point the rod up between 30 to 45 degrees. And if you cant find anything tack somthing up.
For more detailed information order a copy of Ne Le i Ac Weldig available from the James F. Skill comes only with practice. When you chose the DCEN polarity you will increase your weld penetration.

What Are Some Things I Could Do To Improve My Vertical Up Stick Welds Welding Metal Words Welding Projects

Stick Welding Is Becoming A Lost Art I Certified With Stick In 1991 There Are Some Things That Require Stick Weld Welding Projects Metal Welding Welding Art
My First Stick Weld Any Tips On How I Can Improve Welding Projects Welding And Fabrication Welding Supplies

Pin On Tig

Flux Cored Arc Welding Fcaw Welding Technology Flux Cored Arc Welding Welding Arc Welding

Six Common Mistakes In Self Shielding Fcaw And Their Solution Welpedia Welding Process Tig Welding Process Welding For Beginners

This Is My Best Stick Weld So Far What Advice Could You Offer Me To Continue To Improve I Am Awesome Stick Weld

Welding Table Base Weldingtable Base Table Welding Weldingtable Welding Projects Mig Welding Metal Welding

Stick Welding Tips 3 Welders Youtube

Frequently Asked Questions About Stick Welding Welding Projects Metal Welding Welding Tips

Pin On Arc Welding

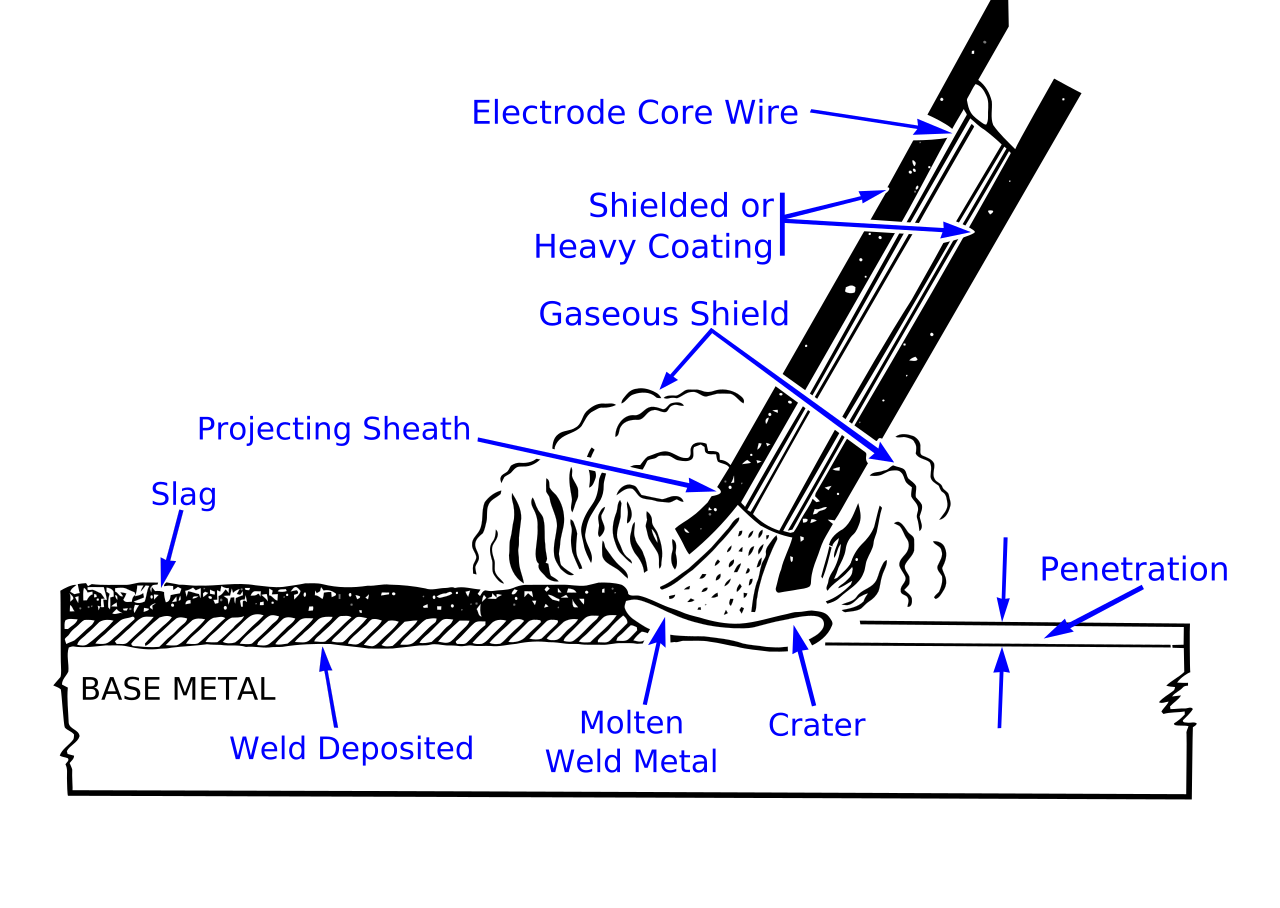
Consumable Shielded Arc Electrode Welding Rods Types Of Welding Welding Electrodes

Pin By Martin Oregel On Reference Images Art Welding And Fabrication Welding Table Welding Projects


