How To Get Good At Mig Welding

Miller The Garage Guy S Guide To Welding Mastering Mig Diy Welding Metal Welding Welding Art

How To Connect Your Mig Welds Together Neatly Mig Weld Tie Ins Welding Tips Tricks Urchfab Welding Tips Weld Welding And Fabrication

Mig Welding Guide Bead Issues Smaw Welding Welding And Fabrication Diy Welding

Manual Pulse Mig Like Tig Waste Of Time Usually Read Description Youtube Welding Projects Welding And Fabrication Welding Art

What To Look For When Buying A Mig Welder Welding Art Welding Projects Metal Working

Aluminium Welding How To Weld Aluminium In 2021 Welding Tips Mig Welding Welding

Try a smaller diameter wire.
How to get good at mig welding. The material needs to be clean to get a good weld and any grease or oil should be removed before using abrasives. Tack some metal together to make a tee piece and weld a fillet both sides do this until you have something like this that i did for my mig coding. The best way to do this is practice others will be depending on your welds.
To get the correct bead shape in MIG welding better go for a 5-10 degree push angle Puch angle is even better when welding thick materials helps with penetration and. MIG welding can be done with machines that only use Flux Core MIG wire but we suggest choosing a MIG Welder that is versatile enough to use gas as well. Make sure you have an adequate amount of gas coming out of the nozzle when welding the amount needed can vary on the conditions where you are welding try to be out of any direct moving air like fans wind etc and the surfaces you are welding on.
Other processes like Stick and TIG you can get away with a machine that is not set exactly right. In fact for most hobby welders a 110 volt welder will work just fine. Avoid excessive heat to avoid warping the metal.
For a flux-cored wire. For MIG and ½-in. MIG welding is easy but machine set-up it critical and requires a strong knowledge of the proper settings.
Which can usually still be easily adjusted. If you want the weld to be strong and clean taking 5 minutes to clean your metal and grind down any edges that are being joined will really help your weld. If you need more power because youll be welding say ½ thick metal in one pass then you will want a 220 volt welder.
Angle the gun no more than 5-15 from verticalKeep stick out at ⅜-in. In most cases the user selects a program from a list selects the sheet thickness and depending on the manufacturer receives a more or less good result. So if all you need is to be able to weld metals no thicker than 18 in a single pass then a 110 volt welder will do fine.

Mig Welding Techniques Welding Projects Mig Welding Welding Table

How To Get Neat Mig Welds In 3 Steps Youtube Welding Table Welding Projects Metal Working

Countryside Homesteading Self Reliance Simple Life Welding Projects Welding And Fabrication Welding Training

Pin On Welding Tips

Learn How To Flux Core Weld Fcaw Basics Mig Monday Youtube Flux Core Welding Welding Welding Tips

Pin On A L Atelier In The Workshop

The Ultimate Guide To Mig Welding For Beginners Charts Supplies Tips Video Guides Welding Method Compa Welding For Beginners Welding Projects Welding Table

How To Choose Which Welding Process To Use Mig Vs Tig Tig Time Youtube Welding Table Welding Projects Welding

Pretty New To Aluminum Mig But Itll Only Get Better Welding Aluminum Mig Welding Aluminum Welding

Pin By 11x Welding On Other Welding Jobs Welding Projects Welding Table Welding And Fabrication

Mig Welding Mig Welding Welding Welding Projects

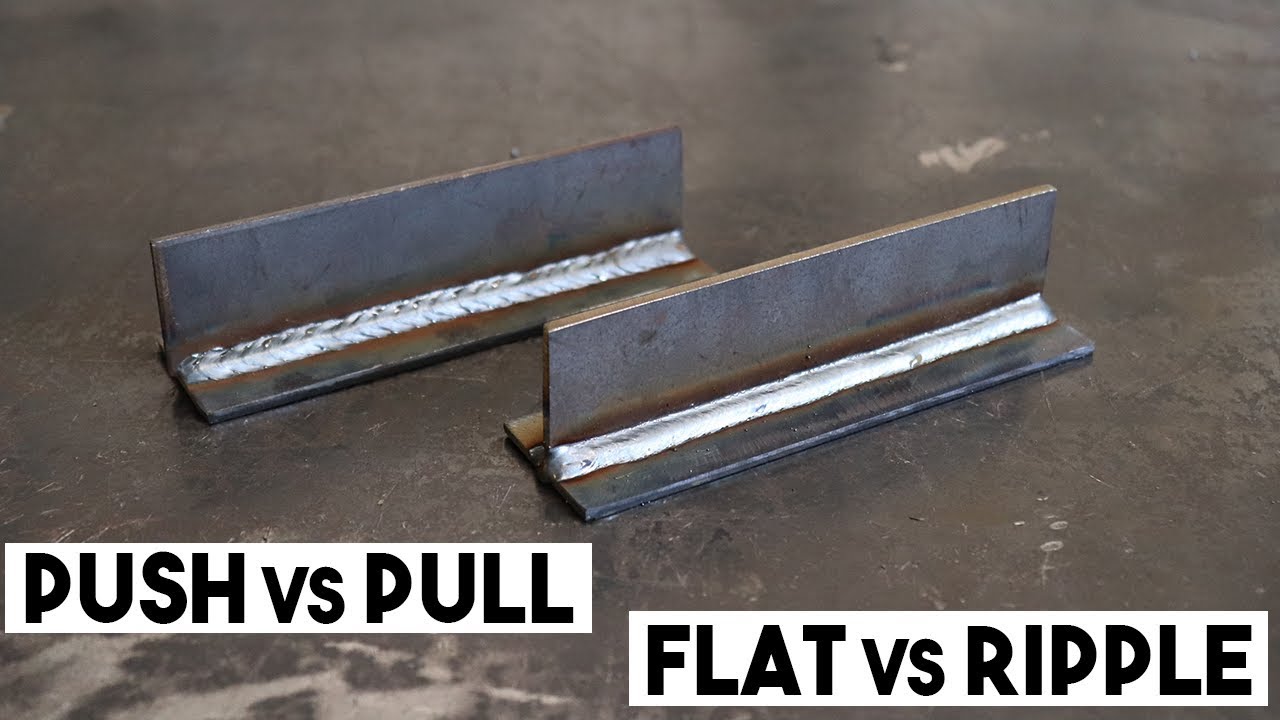
Should You Push Or Pull A Mig Weld Flat Or Ripple Bead Youtube Welding And Fabrication Cool Welding Projects Welding Projects
Fabrication Basics Mig Vs Tig Which Is Faster Welding Projects Cool Welding Projects Welding Art